������п�ֹ�����|�����Ƚ�п�ֹ�|������п�ֹܱ�ע
1.п���ζ�Һ���ص㣺
(1)���þ綾���軯���ˮ�״�����
(2)�Ʋ�ᾧϸ�ܡ�����á���ɢ��������������ӽ��軯��Һ���ʺϸ�����״�������ƣ�
(3)��Һ�ȶ����������㣻
(4)���豸��ʴ�ԣ�
(5)�ۺϾ���Ч��á����ֶ�Һ����ڳ����ٶ����������¶ȷ�Χխ(����400C����)����ȳ���15umʱ�д��ԣ����ͼ����ѵ���Լ�����ʱ������̼��������ݳ�������Ҫ��װͨ��װ�õ�ȱ�㡣
2.п���ζ�Һ֮��Һ�ɷ֣�
A������п(���ȴ���98%)��B���������ƣ�C��DE��DPE���Ӽ���D����������E��ˮ
3.������������
A���ϸ����п����Ũ�Ⱥͱ�ֵ��B�������Ӽ���������ֻ�ܿ����鲹�ӣ�C��ע���¶Ⱥ͵����ܶȵ����ϵ��D��������뼰�缫�Ų���E�����ʵ�Σ���������F�����ܲ����Ĺ��ϼ���������
���軯��п
1.�軯��п���з�ɢ��������������á��ᾧϸ�ܡ�����������á���ʴ���ܺá����շ�Χ������Һ�ȶ��ײ����������ʲ�̫���е��ŵ㡣���Ǿ綾��������Ⱦ�������ڴ�Ӧ�������п������п��
2.�軯��п�Ķ�Һ��ɣ�A������п��B���軯�ƣ�C���������ƣ�D���軯��п������
����ζ�п
1.���Ȼ��-������ϼ���п���Һ�г�����п�㡢�ᾧϸ�¡��Ʋ�������ۡ���ɢ��������������á��ʺ��ڸ�������ĵ�ơ��ù��������ҹ�������Ӧ�ã����������з��ָ����Һ���ڶۻ�Ĥ�ױ�ɫ����Һ��ʴ�Դ�ˮ���ؽ����Ѵ��������������ж������⡣��70���������п���ζ�п��ȡ����Ϊ���������п���ŵ㡣80������ް��Ȼ����п���ҹ�������ζ�пӦ��ʱ�����½���
���Ȼ����п
1.�Ȼ����п�ǰ�ʮ�������չ�����Ĺ�����п���ա��Ȼ����Һ���ص㣺A��������ϼ��ĵ��ζ�Һ����ˮ���״�����B���Ʋ�Ĺ����Ժ���ƽ���������Һ��ϵ��C������Ч�ʸߡ������ٶȿ죻D�������λ�͵ĸֲ����̼�֡��������ͼ�������ʩ�ơ�
2.�Ȼ����п��Һ�ɷ֣�A���Ȼ�п��B���Ȼ��أ�C�����D�����Ӽ�(�������������������������������)
�������ζ�п
1.�����ζ�п�ķ�ɢ������ǰ�����ֶ�п��Һ��Щ���ҽᾧ�ϴ֡�Ϊ���ƶ�Һ���ܣ����밢������������Ȼ�ҽ�����ϸ���ᾧ��Ч��������Դ���㡣Ϊ�˽����������ƹ����߿������ɷ�����ȩ��ͪ�����Ρ����ѻ�����ͷ������������ϵĹ�������ʹ��Һ�ͶƲ����ܻ�úܴ���ơ��Ʋ�ϸ�¡��������������ֶ�Һ�ɱ��͡�����Ч�ʸߣ���ʹ�úܸߵĵ����ܶȣ������ٶȿ죬�ʺ��ڵ�����μ��߲ġ����ġ���ĺܲĵ��ڱڡ���Һ��pHֵ�ϵͣ��еĻ����Ȼ�����Զ��豸�и�ʴ�ԡ�
2.�����ζ�п��Һ��ɣ�A������п�����Σ�B�������ơ����������Ȼ���ǵ����Σ�C�������������ǻ������D�����������������Ϊϸ���ᾧ����߷�ɢ����.
������
Ϊ��߸ֹܵ���ʴ���ܣ���һ��ֹܽ��ж�п����п�ֹܷ��ȶ�п�͵��п���֣��ȶ�п��п����п�ɱ��ͣ����治�Ǻܹ⻬�������������������ִ����ùܣ�һ����С�ھ��ĺ��Ӹֹܣ������3/8-2����֡���08��10��15��20����195-Q235�ĸִ������ɵģ�Ϊ�˷���ʴ���еý�������������
������п�ֹܵ�����ϵ��
�������Ʊں�mm�� 2.0 2.5 2.8 3.2 3.5 3.8 4.0 4.5
����ϵ��c��1.064 1.051 1.045 1.040 1.036 1.034 1.032 1.028
����ע�ֲ���ѧ�����DZ�֤�ֲ�����ʹ������(��е����)����Ҫָ�꣬��ȡ���ڸֵĻ�ѧ�ɷֺ��ȴ����ƶȡ��ڸֹܱ��У����ݲ�ͬ��ʹ��Ҫ�涨����������(����ǿ�ȡ�����ǿ�Ȼ������㡢�쳤��)�Լ�Ӳ�ȡ�����ָ�꣬�����û�Ҫ��ĸߡ��������ܵȡ��ֵ��ƺţ�Q215A��Q215B��Q235A��Q235B
��������ѹ��ֵ/Mpa��D10.2-168.3mmΪ3Mpa��D177.8-323.9mmΪ5Mpa
��п�ֹܵ���;
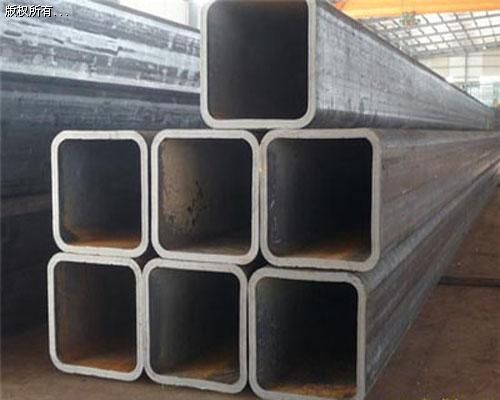
���ݻ�ұ�ܲ�����˾���۴�ھ����ع�,С�ھ����ع�,�DZ귽�ع�(ֱ�졢��)��Q345B���ܹ�˾�����ķ��عܹ��10*10mm��500*500mm�ں�3��25�L,���ι�10*15mm-400mm*600mm�ں�3-25mm��רҵ����JCOE��ھ�ֱ�����ֹ�325-1420mm�ں�10-80mm��LUE��ھ�ֱ�������ع�400*400-1420mm*1420mm�ں�10mm-80mm ���ʣ�Q235B��Q345B��D,S355��20#��45#������ֵ�,�ߴ�ɸ��ݿͻ�Ҫ����.ȫ����Ʒ�ϸ�����ر���������ͨ���� IS09001 �� 2000 ����������ϵ��֤����Բ����������ϵ��֤��
��˾��Ʒ�㷺Ӧ���ڲ�Ʒ��ҪӦ���������ֽṹ�����ͳ��ݣ���չ���ģ�������е���������죬�ִ����ܣ�װ��װ�꣬��ͨ��ʩ���������裬��·����������֧�ܣ���֧�ܣ����峵�⣬�����棬�������ģ�����豸�������������ҵ,��Զ��ŷ�������ǡ����ǵȹ��Һ͵������õ������ͻ���һ���Ͽɣ������˳����ȶ��ĺ�����ϵ��
��˾������һ��ʼ�ռ�֡�������һ���û����ϣ���ʱ�������Խ����ԭ��Ŭ��Ϊ���ͻ��ṩ���ʡ��ϸ��Ʒ���ڴ˲�����ͻ�֣�س�ŵ��
�����ι���һ����;����ıտ��֣�����ͬ�������Բ����ȣ�������ǿ�ȸߡ��������ģ��������װ���Լ��ȹ̡����۵��ŵ㣬�㷺���ڳ������������촬����ҵ�������ڽ�����ҵ������ķ����ιܳ�Ϊ�ֽṹ�����е���Ҫ���ؽṹ�����������ι���Ϊ���͵ıտ��֣�����������У�ÿһ���ӹ����̶������²���Ӧ�����ӹ����յIJ�ͬ����Ȼ�������ͬ�̶ȵIJ���Ӧ����
�������䷽�ܳ����С�ֱ�ӳɷ����͡�Բ�ɷ������ַ�ʽ��������ҵ��ѧ��ѧ��Ϊ���о����ι��ն��ڲ�Ʒ�IJ�ͬӰ�죬�Թ��Ϊ100mm��100mm��6mm������ΪQ235�����ֳ��ι��յķ���Ϊ�о�����������Է��ܸ�����λ�IJ���Ӧ�������˲��������۲��˺��촦������֯���о������������ͬ���ι��ն��������Ӧ���ķֲ�Ӱ��ϴ��촦�IJ���Ӧ�����Բ�ɷ���������ʩ�ӽϴ�ĺ���ѹ��ʹ���亸����Ӱ��������С�ڡ�ֱ�ӳɷ������������º�����Ӱ�����Ŀ��ȣ��������˰����徧��������ȴ���ý�ΪϸС���ȵľ�����
���������׳����ǣ��ں�ʱ�۳صײ���������ͼ������γ����װ���������ʱ���������������������ڴ����ף���֮�����ٶȱȽϿ죬������ں��۳صײ������γɵļ������������ϸ����ݳ����Ӷ��γ�ȱ�ݡ���Ӱ�������У�
��������
��������ʱ�������ͷų�H2��O2��һ������۳ؼ�ǿ���������ڽᾧʱ��ʹ����CO����;��һ��������������H2���Ŀ����ԡ��ṩ������Դ��
����2�����ӹ���
����ͨ��̼�����ټӹ����������������ڿ����ں�λ�ã����ں��������γɵġ���ȡ�⺸���ӵĹܶη����⺸û���γ�ʱ���ں������γɼ��������ף�˵���������������ں�ȱ�ݡ�
����3�����ͷ�
�������ͷ��϶�ϴ���ͷ�������ɣ���ʹ���ں�����ǰ���ں���һЩ����������ͷ죬�ر��dz��ͷ��϶������ʹ���д��������ĩ�ĺ������ڳ��ͷ��У��Ӷ������º����ں������в����������ס�
�����������Ϸ������ó���������������������ȱ�ݵĴ�ʩӦΪ��
����1���ڱ�֤���ܳ����ȶ��Ͳ����ִ��ߵ�����£������ܳ��ͷ��϶���þ�����СһЩ��ʹ�������ܽ�����ͷ졣
����2���������ͷ��ڽ����ɣ�ʹ�������������죬�������ӾͲ��������ͷ��С�
����3������ϳ���¿ڽǶȣ�ʹ�ں��¿ڽǶȱ�С�����������dz���Ӷ����״��۳��з�����
|